Welded connections in structural applications are normally designed with matching electrodes, as listed in Table 4 of CSA Standard S16 for steels produced to CSA G40.21, “Structural Quality Steel”. Starting with the 2014 edition, the S16 Standard now permits the use of non-matching electrodes with reference to CSA W59, “Welded Steel Construction – Metal Arc Welding”, for locations where this is permitted.
Under-matched and over-matched electrodes are those whose value of Xu (the ultimate strength as rated by the electrode classification number) is lower and higher than matching, respectively.
Figure 1 shows the shielded metal arc welding process, where the gradual melting of the electrode and base metal produces a moving pool of molten metal which cools and solidifies behind the arc. (Reference: Welding for Design Engineers, Canadian Welding Bureau, 2007).
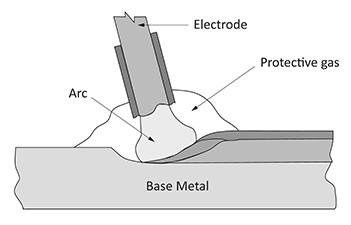
Figure 1
Shielded Metal Arc Welding
Applications using under-matched electrodes can be advantageous in some situations. Notably, S16-14 Clause 19.1 on built-up members states: “If under-matching is permitted per CSA W59, this also needs to be considered. This will provide better ductility, improve fracture resistance, minimize lamellar tearing, and minimize distortion of the overall built-up section.”
Under-matching is usually considered when welding high-strength steel. In addition, the use of under-matched electrodes offers welding engineers and connection designers more options and choices of electrodes, leading to improved speed and economy.
Over-matched applications, on the other hand, offer no comparable advantages. If used for fillet welds, W59 permits no more than one designation higher than matching, and the value of Xu must not exceed that of the matching electrode.
Situations where nonmatching electrodes are not permitted include, for example, complete-joint-penetration groove welds where the load induces either compression or tension normal to the weld axis, and partial-joint-penetration groove welds with compression normal to the weld axis. See W59 for further information.
While structural engineers may assume matching conditions, they should also be prepared to consider valid under-matched connection design proposals.