Prefabricated prefinished volumetric construction (PPVC), sometimes referred to simply as modular construction, is a process whereby buildings are planned and designed to allow for discretization and standardization of 3D volumetric structural units that allow for efficient off-site manufacture and rapid on-site assembly.
By Tom Greenough and Matthew Smith
Introduction
The fabrication and manufacture process results in a partially to fully-fitted out module built under controlled conditions. Prefabrication in the construction industry is not new; curtain wall manufacturers have realized the benefits of offsite construction for many years. Repeatable, labour-intensive components of larger buildings, such as washrooms, have also enjoyed the benefits of off-site construction[1]. These non-structural modular units are then placed within a site-built structure. Purpose-designed and built pre-engineered buildings have also been around for centuries. The total prefabrication of large contemporary buildings is seeing increased attention by clients as they look for opportunities to reduce project schedules and achieve a greater degree of cost certainty.
The ability for the construction industry to respond to this opportunity is made possible by advances in Building Information Modelling (BIM), investments in prefabrication facilities, and modern building materials and methods. The benefits of this approach to building construction are reduced construction time (Figure 1), reduced cost, consistent quality, increased worker safety, and a cleaner, quieter construction site. The ability to manufacture the modules concurrently with on-site foundation and podium work is one of the huge advantages of modular construction which allows for significant time savings. The construction industry is often regarded as ripe for innovation[2], with PPVC being one such opportunity that can improve productivity3,4 while keeping a workforce increasingly short of skilled tradespersons engaged.
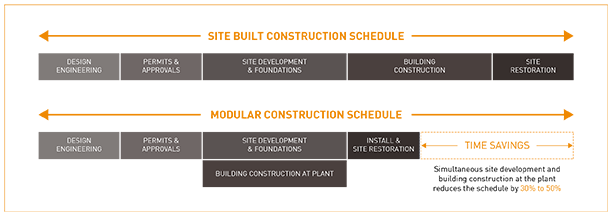
Figure 1: Possible schedule savings with modular construction. Adapted from Introduction to Commercial Modular Construction by Modular Building Institute.
Prefabricated Modular Construction
The design and construction of modular buildings comes with unique challenges compared to site-built construction that all project stakeholders must be aware of for the project to be a success. These peculiarities are outlined below.
Project Team Organization
The fragmentation of the design and construction process has limited the effectiveness of collaboration and often resulted in an adversarial construction culture much to the disadvantage of all stakeholders. Furthermore, buildings are often conceived as unique projects every time and employ temporary teams unlike the manufacture of consumer goods in other production industries. The advantages of a consistent team have been realized by some design-build entities who continually engage with the same consultants and subcontractors. By controlling the workflow in much the same way, PPVC manufacturers can keep a consistent team. This requires early engagement of a modular manufacturer and this aspect is often regarded as essential to project success. Once engaged, the modular manufactures may manufacture for a general contactor or contract directly with owners to provide modular solutions and fulfill the role of general contractor. Modular manufacturers may also have internal architects and engineers that can assist throughout the design and manufacture process.
Design Considerations
The decision to go modular needs to be made early on (schematic design or earlier) to ensure the building is developed with modular preferences and efficiencies in mind, rather than trying to fit a modular system to a conventional building after the fact. The design must be conceived with modular construction in mind from the outset and must strike a balance between design intent and the production process. An understanding and appreciation for the production process is crucial to discretizing a building into modules and ensuring the design of the modules is efficient from a fabrication perspective, while keeping in mind that standardization is key to increasing PPVC productivity. As well, the architect must be mindful of the modular layout when determining the space planning of the building.
Cellular-type building such as condo/apartments, hotels, and student residences are well suited for PPVC. There are also some trade-offs that need to be considered in the overall building design including:
- Increase to structural floor assembly thickness and therefore floor-to floor heights
- Double wall construction resulting in thicker wall assemblies (may improve acoustics)
- Spans and configurations may be somewhat restricted
- Flexibility and adaptability of structure through future renovations becomes more difficult
Therefore, it is not uncommon for projects to have a hybrid solution such as a portion of the building that is modular and a portion that is site-built due to programmatic requirements that require longer spans, large column free areas, or areas that are difficult to pre-assemble in the factory.
The actual size of modular units is typically dictated by transportation constraints, on the order of 4,500 mm (15’) wide, 18,000 mm (60’) long, and 3,600 mm (12’) tall, although dimensions will vary depending on the project location and the route from the factory. In addition, the maximum desirable distance for transportation of modules is 400 to 600 kilometers (250 to 400 miles).
Furthermore, a prefabricated modular building does not need to look and feel ‘boxy’ or completely rectilinear when complete. A competent and experienced design team can create expressive architecture and varied interior spaces while achieving the benefits offered in prefabricated modular construction.
Temporary Conditions
All buildings are designed for their final condition. However, PPVC buildings must be designed not only for their final condition but also for forces that each module must withstand during transportation and hoisting. The magnitude and nature of these forces may differ depending on the means and methods used, including pick points and dunnage locations. It is essential to coordinate these temporary conditions with the manufacturer, transport company and erector to ensure modules are designed with adequate strength and stiffness for all conditions they will experience.
Materials
Modules can be constructed from a variety of different materials including wood framing (both dimensional and engineered), cold-formed steel framing, hot rolled steel, concrete or a hybrid combination of materials. Module manufactures tend to focus on a particular type of construction material to maximize production efficiency. The choice of material by the stakeholders should consider the specific project requirements including structural force/loading demands and the budget.
Structural steel is an ideal choice for PPVC as it is already to a certain extent prefabricated in the shop and assembled/erect on site. Furthermore, the use of structural steel chassis in PPVC will open or at least expand market opportunities for structural steel as an alternative to cast-in place reinforced concrete for high-rise condominiums and hollow core slabs supported on masonry for low-rise apartment and assisted living facilities.
Tolerances
Crucial to the success of any PPVC building are extremely tight tolerances in the modules so that erection is quick and accurate, making structural steel an ideal material choice due to its dimensional stability and the precision fabricators can achieve. The horizontal and vertical interconnection of modules in particular pose a challenge as they need to not only have tight tolerances, but they must also transfer lateral and gravity forces between modules. Fabricators can solve this problem through custom connections or steel castings.
One example of a casting that the authors have experience with is the propriety Z Modular’s VectorBloc system, as seen in Figure 2a, where a cast node not only forms a robust connection point for perimeter beams and columns but also allows modules to be fastened together efficiently. The configuration in Figure 2b is just one possible VectorBloc module-to-module connection; many other configurations are possible with different types of VectorBlocs which gives designers increased freedom in developing their PPVC building.

Figure 2a: Pictures of Z Modular VectorBloc modular construction system.
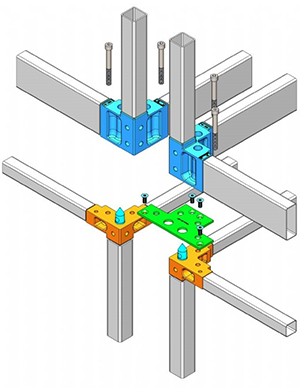
Figure 2b: Diagrammatic of Z Modular VectorBloc modular construction system. Image courtesy of Z modular.
Approvals Process
PPVC generally requires an approvals process that is different from site-built construction projects. The challenge for PPVC from an approval’s perspective is that modules may be fabricated in a different jurisdiction than where they are ultimately erected. In general, the requirement is that the modules be designed and constructed to comply with codes and regulations in force at the installation location. However, it can often be difficult to determine whether a module complies with these requirements since many wall, roof, and floor assemblies are closed-in when the module arrives on site, hindering inspection. To address this problem, many U.S. states require modular or factory-built building components to be reviewed and certified at the state level by a state-certified third-party agency. The responsible state department may also have further specific requirements that regulate the design, approval and inspection of the building at the manufacturing plant, the extent and cost of which can vary from state to state. In Canada, CSA A277, Procedure for Factory Certification of Buildings, relies on an independent certification agency for the assurances to the authorities at the final site that the manufactured elements comply with the code. Transportation requirements are also regulated at the state/province level, each of which have differing codes, permitting, lead cars requirements, and associated fee structures.
As mentioned above, modular buildings must still meet local building codes. From a fire safety standpoint this typically requires floors and walls to have fire-resistance ratings. What is unique about modular buildings is that the structure from adjacent modules can fall within the assembly. In floors, for example, it is not uncommon for the roof structure of the lower module to support the ceiling while the floor of the upper module supports all finishes and floor loads. There is currently a dearth of available UL-tested assemblies that have dual structures like this, which means designers have few options and must either undertake an Engineering Judgement on an existing assembly or perform full-scale testing on their own modular assembly. Additionally, many jurisdictions put a limit on the height and area of combustible construction, making structural steel the only feasible non-combustible structural material for large modular buildings without going through the alternative solutions process required for tall timber construction.
Lastly, not all building code jurisdictions are as open to off-site construction. It is best to consult with the Authority Having Jurisdiction (AHJ) early in the process to understand the requirements and necessary approval timeframes.
Contract Document and Structural Analysis
By using structural steel as the underlying structure for PPVC buildings, designers can take advantage of well-established workflows while finding new opportunities specific to PPVC buildings.
For example, to define individual modular chassis, the authors have developed scripts in Dynamo, a visual programming plugin for Autodesk’s Revit, to define all parameters, including dimensions, member sizes, and framing configuration. Crucially, this model also contains an underlying analytical model that captures the structural steel member sizes, work points, and end releases as shown in Figure 3.
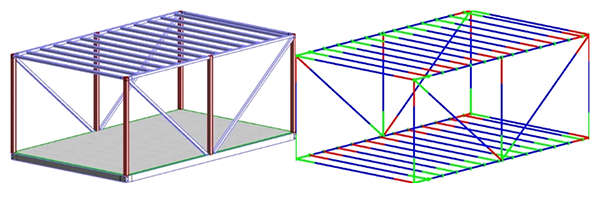
Figure 3: Model and analytical view of chassis framing for individual module.
This is done for each type of module within the building, including habitable units, stairs, and elevators. The individual Revit files are then assembled into a master coordination model using an architectural model to guide the placement of modules. An example of an assembled Revit model for a modular building is shown in Figure 4.

Figure 4: Assembled chassis modules into master model.
The BIM is then linked to conventional structural steel analytical programs to facilitate the analysis and design of the structure. In the above example, the analytical representation of each individual module is maintained in the assembled model, and appropriate horizontal and vertical linkages between all modules are automated. Engineers then assign loads and load combinations to the analytical model and go about completing the design like one that would be site-built. However, the vast number of structural elements in a typical modular building makes data management a challenge. In response, the authors have also developed novel scripts using Grasshopper, a visual programming plugin for Rhinoceros 3D, to sort through all the data, present it in meaningful ways, and identify critical values for design purposes.
Case Studies
The following three projects demonstrate how the advantages of modular construction outlined herein have been realized for a range of building types, including residential and commercial applications. Each project had unique challenges that were overcome using intelligent modular solutions, and by leveraging the strengths of structural steel.
Case Study 1: Cheatham Street Flats
Cheatham Street Flats, located in San Marcos, Texas, will be a 143-unit, 234-bed student housing mixed-use development. This innovative project features site-built foundations and a reinforced concrete parking structure that will support four levels of prefabricated modular construction using the Z Modular system. The building comprises habitable modules, non-habitable modules for vertical access and services, and planar hallway modules. A rendering of the building is shown in Figure 5.

Figure 5: Cheatham Street Flats. Rendering courtesy of Forge Craft Architecture + Design
Amenity and public space at the main entrance requires a transfer structure compatible with the unique modular system. Structural steel proved ideal for this transfer structure, as custom connections with a high degree of adjustability allowed the modules to be supported with tight tolerances. Web openings in the wide flange shapes will be used to run services while maintaining a high ceiling. The model used for structural analysis and design is shown in Figure 6, which was important not only for the design of the modules but also for assessing the impact relative deflections in the steel and concrete support structures had on the modules.
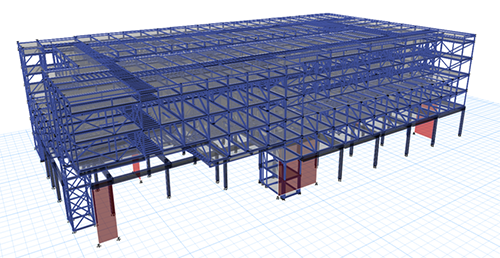
Figure 6: Analytical model for Cheatham Street Flats.
Cheatham Street Flats is currently being fabricated at a rate of up to four habitable modules a day while the site-built portions of the building are under construction. Modules in the fabrication facility are shown in Figure 7. Residents are expected to move in August 2019.

Figure 7: Modules at various stages of completion. Image courtesy of Z Modular.
Case Study 2: Reliance Metal Center
Reliance Metal Center located in San Antonio, Texas, is constructing a new administrative office adjacent to its existing facility. The modular office building will be one storey with a floor area of 760 m² (8,150 ft²). The office will comprise 22 modules with structural steel frames using the Z Modular system that are supported on site-built reinforced concrete foundations.
Modular clerestories above the roof are attached on-site and, by spanning end-to-end with integrated trusses, enable an open-plan office with an abundance of natural light. Trellises and other architectural elements are also prefabricated and attached on-site to achieve the architectural intent for the building while respecting maximum module dimensions for efficient shipping.
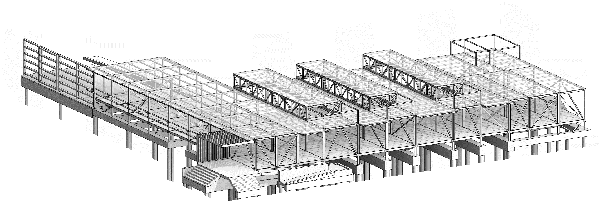
Figure 8: BIM for Reliance Metal Center
Conclusion
Prefabricated prefinished volumetric construction is not a solution for every building project but represents an opportunity for the construction industry to further innovate and shorten construction schedules, achieve greater degree of cost certainty, improve building quality, reduce building waste and increased worker safety and comfort. However, this form of construction has specific challenges that require consideration at the very beginning of a project by a competent and experienced design team. A collaborative approach is required to ensure all architectural, engineering, and manufacturing design decisions are holistic and work towards the goal of a successful, high-performance modular building.
[1] https://www.pcl.com//Meet-the-PCL-Family/Locations/Canada/Toronto/Publications/PCL-Agile.pdf
[2] https://www.mckinsey.com/industries/capital-projects-and-infrastructure/our-insights/imagining-constructions-digital-future
3 https://www.mckinsey.com/industries/capital-projects-and-infrastructure/our-insights/reinventing-construction-through-a-productivity-revolution
4 https://www.modular.org/marketing/documents/Whitepaper_ImprovingConstructionEfficiency.pdf